いちおし
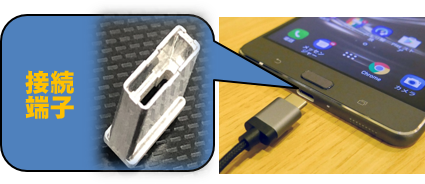
本発明は,スマートフォン等の接続端子を成形するもので,型締め状態で複数の成形工具を交換して鍛造加工し,加工効率向上とコスト低減,金型の耐久性の向上が図られます。
概要
スマートフォン等の接続端子は,Type-Cへの移行に伴い,爆発的な需要増が見込まれていますが,従来の成形方法では様々な課題がありました。そこで,加工効率が良く,高い加工精度を期待できる鍛造加工を適用して,室温において,プレスの上下動作のみで成形を完結する成形方法を開発しました。
技術分野
本発明は,スマートフォン等の普及に伴い,新規格Type-C(2014年策定)へ移行後,爆発的に需要が増えているUSB接続端子の成形に関するものです。
課題
従来,接続端子は,金属粉末射出成形法により1,000℃以上の高温で焼き固めて製造され,大量のエネルギーを消費する,完成までに1日以上を要する,冷却の過程で寸法不良が頻出するという課題がありました。
解決手段
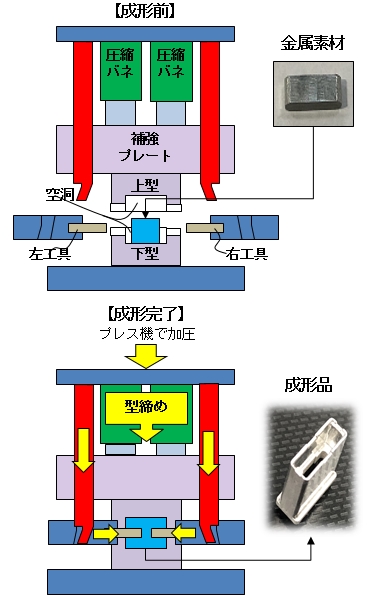
金属材料を上下左右から加圧する独自製法を開発しました。一軸プレスに二軸の機能を発揮させた点が特徴です。具体的には,
①上下で一対の型を1つ用意して,上下の型を合体(型締め)させます。
②合わせ面にできた空洞(端子形状と同形)の中で,金属塊を工具で左右
から押し潰して成形します。
生産する部品に合わせて工具を交換することで,多品種の部品を効率的に製造することが可能となります。また,室温でプレスの上下運動のみで成形が完了し,金属材料に精密に転写されるので寸法精度の高い製品ができます。
キーワード
鍛造,逐次成形,型締め,工具
特許情報
【実施権】なし
【出願日】2020/2/21
【共有相手方】(株)東郷